 摘要随着深空探测、石油勘探、航空航天领域的极速发展,针对长期应用于200℃以上的高温封装器件需求日益倍增。本文提出了一种键合和指上安装过渡片并采用硅铝丝键合的陶瓷封装结构,规避了集成电路金铝(Au-Al)键合界面高温可靠性问题。同时开展了-65℃~250℃极限温度循环试验,针对过渡片与陶瓷外壳热膨胀系数(CTE)不匹配的问题,优化得到一种微型过渡片高温封装结构,实际产品在-65℃~250℃极限温度循环200次后功能正常,为高温封装产品可靠性设计提供了新的解决方案。 0 引言 在深空探测、超深井石油勘探及航空航天等极端环境中,电子器件需长时间承受超过200℃的高温环境。以深空探测为例,着陆器电源模块表面温度可高达200℃;而航空发动机舱内温度峰值突破250℃,传统封装器件在此严苛环境下,容易出现键合失效、材料退化等问题。同时目前军用级集成电路产品仅能承受-65℃~150℃温度循环的条件,已经无法满足未来高温应用的集成电路,故本文将对高温封装集成电路在-65℃~250℃的极限温度循环条件下的可靠性开展研究。 高温封装集成电路的难点主要在于键合界面的可靠性,由于传统集成电路焊盘(PAD)为Al材质,而陶瓷外壳键和指表面为Au材质,无论采用硅铝丝还是金丝,都不可避免的存在Au-Al键合体系。Au/Al界面在高温环境下会快速形成Au4Al、Au5Al2等脆性金属间化合物(IMC),引发柯肯达尔空洞并导致键合强度衰减,以及250℃下Au-Al之间IMC层厚度呈指数增长现象。本文采用键合和指上安装镍(Ni)镀层的过渡片,避免Au-Al键合界面的出现,并在温度循环试验中针对过渡片与陶瓷外壳CTE不匹配的问题,提出了一种微型过渡片封装结构,实际产品通过了-65℃~250℃200次温度循环,为高温封装可靠性设计提供新思路。 1 高温集成电路封装设计 某高温集成电路芯片采用高温绝缘体上硅技术(SOI)互补金属氧化物(CMOS)工艺设计,封装形式为TO-254(其外壳结构如图1所示)。内部包含2颗芯片,器件最大功耗为6W。为便于芯片在恶劣环境下的散热,封装外壳底部采用钼铜合金(MoCu30)热沉,经过布线设计的陶瓷基板通过银铜焊料钎焊在热沉上,陶瓷基板上方采用银铜焊料钎焊封口环用于平行缝焊,封口环材质为柯伐材质。 常规的高温导电胶无法承受250℃环境,因为金锡共晶合金(Au80Sn20)熔点在280℃,在250℃高温环境中较为稳定,同时金锡材料热导率较高,有助于芯片散热;故采用Au80Sn20作为芯片的装片材料。 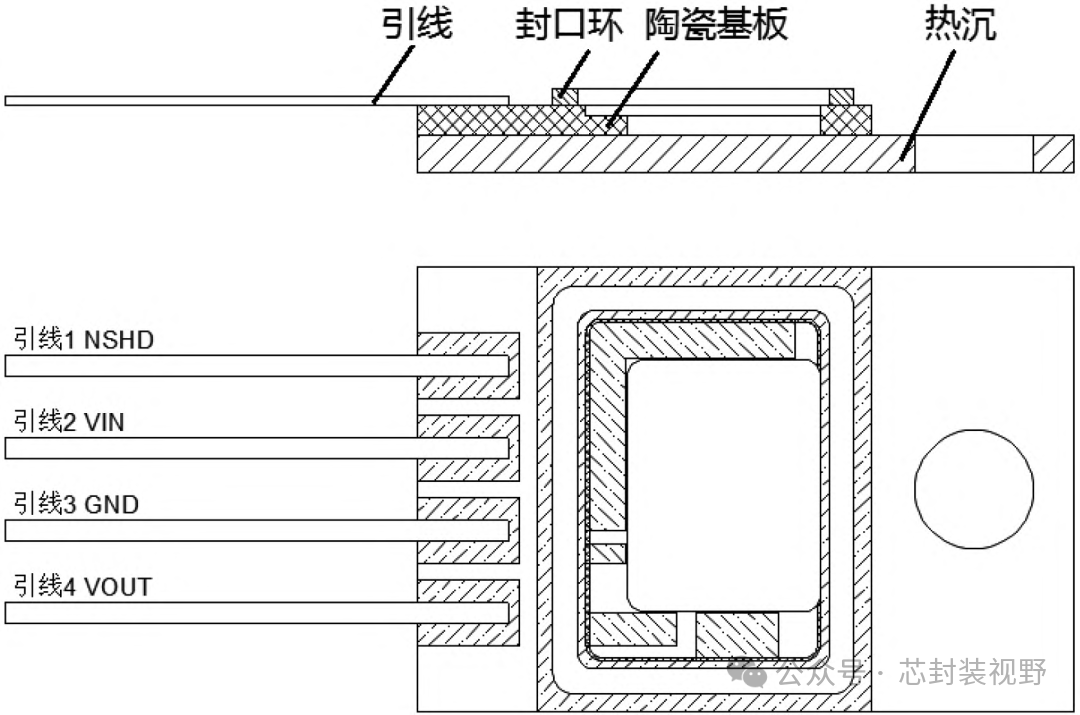 图1 TO-254高温集成电路陶瓷外壳设计图 另外,由于芯片PAD材质为Al,陶瓷基板键合指采用厚金工艺,镀涂Ni(1.30-8.90)μm、Au(1.30-5.70)μm,无论采用Au丝还是Al丝键合工艺,都不可避免地存在Au-Al键合界面。鉴此,如图2所示,在键合指镀金层上方安装铜基过渡片,过渡片上下两面分别镀Ni和Au,过渡片采用Au80Sn20与键合指进行烧结,采用硅铝丝键合在Ni层上,避免封装中出现Au-Al键合的化合物生长问题。同时采用平行缝焊工艺,保障器件的可靠性与气密性。图3显示了芯片封装内部装片键合方案图,互联关系根据芯片设计要求进行引线键合。  图2 高温集成电路封装设计示意图 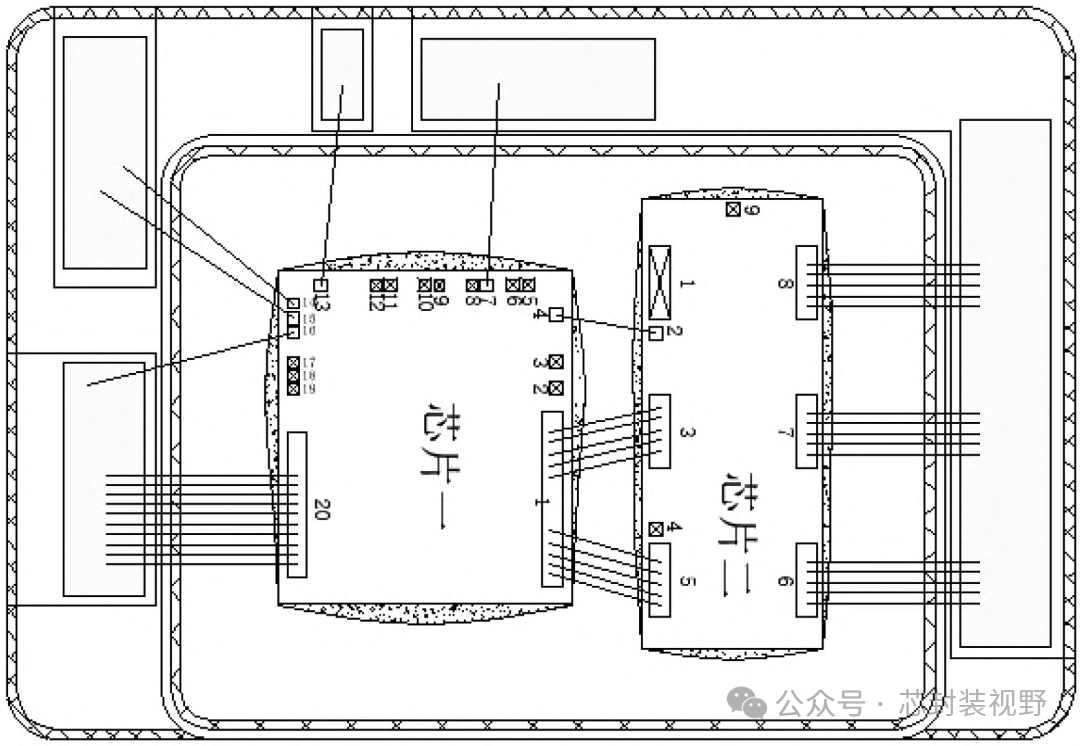 图3 封装内部装片键合图 2 温度循环失效分析 极限温度循环试验参考我国GJB548C-2021《微电子器件试验方法和程序》方法的1010.1温度循环试验条件(低温为-65℃,高温为250℃,转换时间1min,停留时间10min),对该产品进行温度循环试验后,产品电测试参数发现异常,经进一步分析定位为接地(GND)管脚开路。对产品进行开盖检查,发现与过渡片安装的键和指出现开裂(见图4)。 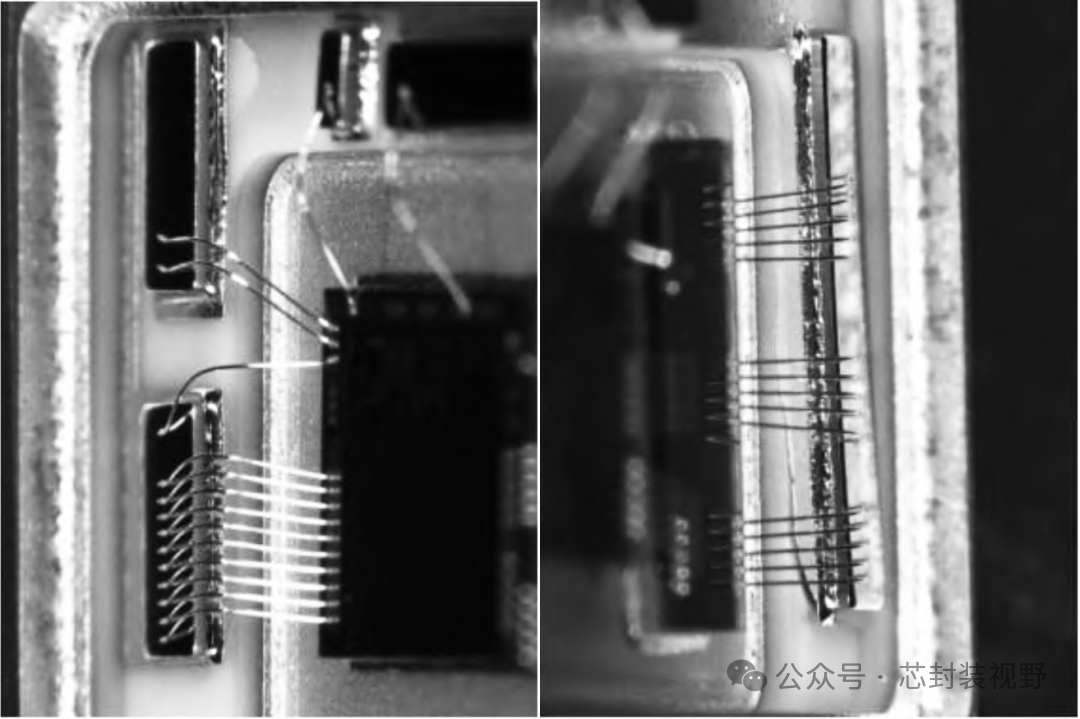 图4 键和指下方陶瓷开裂 为进一步明确失效原因,按照图5对开裂位置进行切片检查。 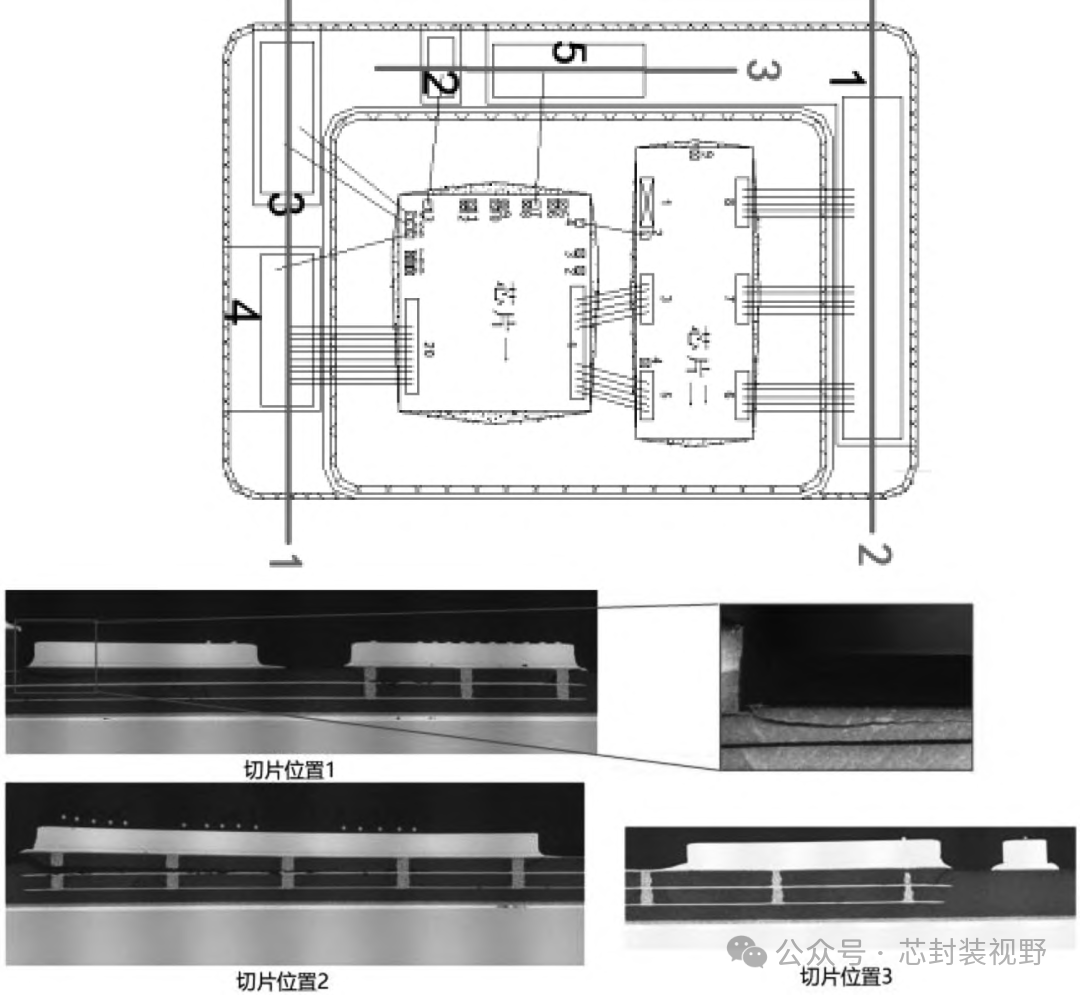 图5 失效电路切片检查结果 对失效电路进行切片,切片检查结果如图5所示,图5左侧为三次切片位置分布,右侧为每一次切片后的光学照片。从图中可以发现:5个位置的过渡片中除2号键和指位置未发现裂纹,其余位置均发现裂纹和陶瓷的剥离。1号、4号与5号键合指下方仍有部分过孔连接,而3号键和指仅通过表层金属连接到引脚,故测试结果出现了3号键和指与外部GND管脚开路。 原因分析:过渡片材质为铜,热膨胀系数为16PPM/℃、陶瓷基板热膨胀系数为7PPM/℃,在温度循环过程中,由于过渡片与下方陶瓷基板膨胀系数差异较大,热应力较大引发陶瓷开裂。 3 设计改进与验证 通过对现有封装结构建立三维模型,并进行有限元仿真分析,模拟极限温度循环条件。如图6所示,在键和指与过渡片接触位置的两端存在应力较大区域,过渡片3号、4号、5号最大应力范围在218MPa-242MPa;过渡片1号最大应力为275MPa,该处陶瓷开裂也是最严重的;过渡片2号尺寸为0.9mm*0.4mm*0.2mm,应力值为218.43MPa,应力值最低。 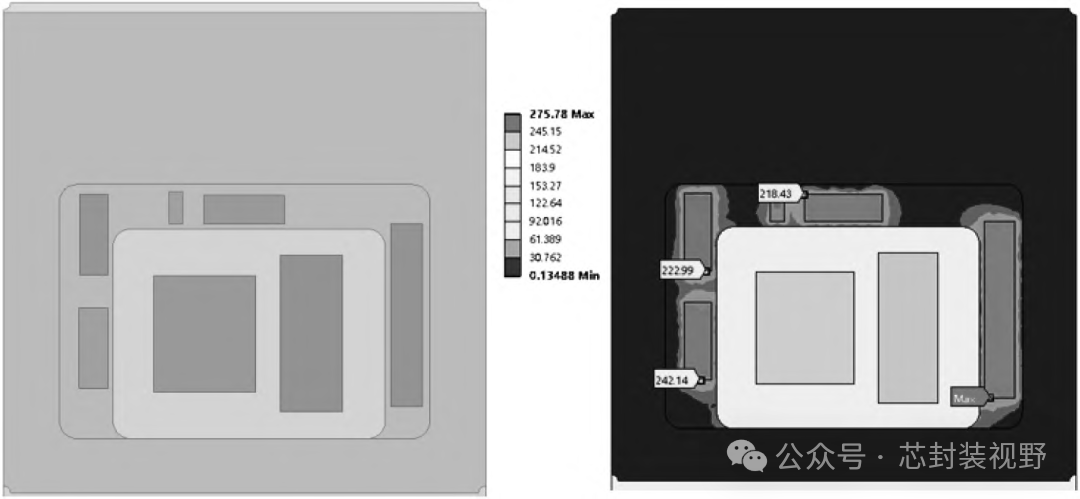 图6 温度循环仿真结果 由此说明,陶瓷键和指处热应力与过渡片的尺寸有关,设计改进措施为减小过渡片尺寸,同时为保障键合可行性,将原过渡片优化为微型过渡片(0.9mm*0.4mm*0.2mm),具体方案为原1号过渡片优化为3颗微型过渡片,原2号过渡片不做优化,原3号过渡片优化为1颗微型过渡片,原4号过渡片优化为2颗微型过渡片,原5号过渡片优化为1颗微型过渡片按照优化的设计方案,进行有限元仿真分析,结果显示,每一个过渡片与键合指连接位置的应力均在150MPa左右,其中最大值为153MPa,较改进前较小30%~40%。 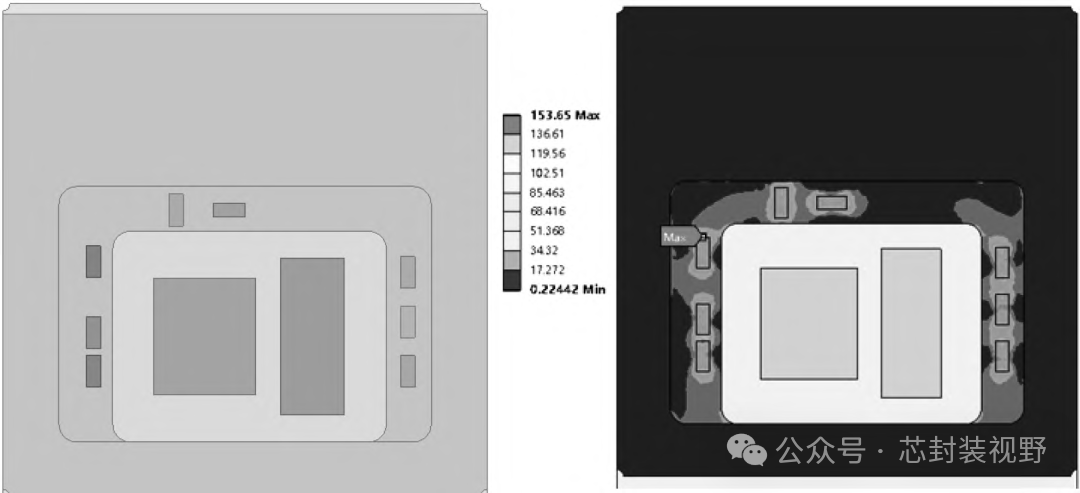 图7 微型过渡片方案温度循环仿真结果 采用改进后的设计封装,对产品进行封装后开展-65℃~250℃200次极限温度循环试验,试验后对产品进行电测,功能与各参数均合格。为进一步验证封装结构可靠性,对试验后的电路进行切片,切片位置如图8所示。切片后在键合指与过渡片连接处未发现有陶瓷开裂与裂纹,说明采用尺寸较小的过渡片,对改善键和指与过渡片连接位置的热应力有明显效果。 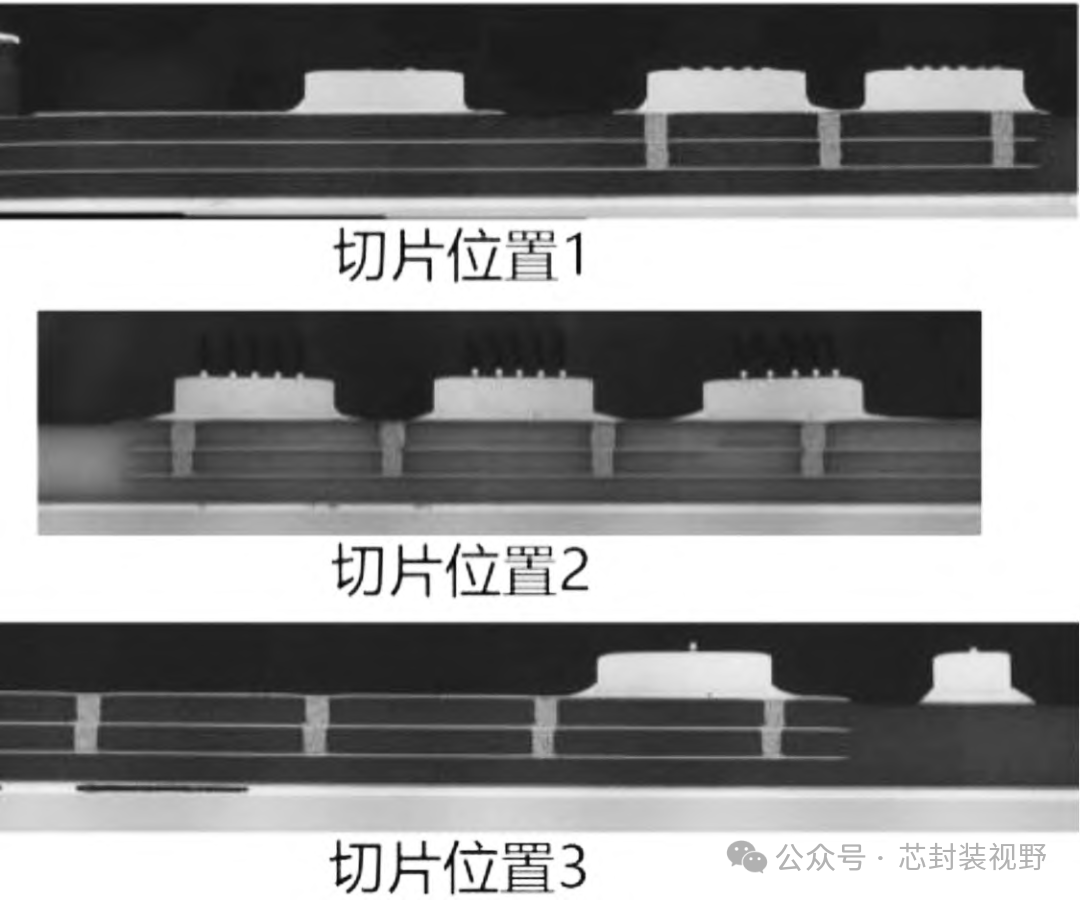 图8 微型过渡片方案试验后切片图 4 结论 本研究针对TO-254高温封装集成电路提出了避免Au-Al键合体系的过渡片封装结构,针对-65℃~250℃极限温循下的失效问题,通过失效分析与有限元仿真计算判定为铜质过渡片(CTE=16ppm/℃)与陶瓷基板(CTE=7ppm/℃)的热膨胀系数失配导致键合指开裂。通过优化过渡片尺寸,将温度循环过程中的键和指应力由由275MPa降至153MPa。经试验与切片验证,改进后的高温集成电路功能合格且封装结构内部无裂纹产生,验证了微型过渡片在高温集成电路中的适用性,也保障极限温循环下高温集成电路的可靠性。 |



