 一、FPC的简介FPC(Flexible Printed Circuit)是软性电路板,又称柔性电路板或挠性电路板,简称软板。它是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性的柔性印制电路。电子产品小型化是必然发展趋势,相当一部分消费类产品的表面贴装,由于组装空间的关系,其SMD都是贴装在FPC上来完成整机的组装的,FPC在计算器、手机、数码相机、数码摄像机等数码产品上得到了普遍应用,在FPC上进行SMD的表面贴装已成为SMT技术发展趋势之一。 根据JIS C5017的定义,单面及双面印刷电路板是利用铜箔压合在PET或是PI基材上形成单面线路的单面软性印刷电路板,或是以PI为基材在两面形成线路的双面软性印刷电路板。 FPC主要应用于:MP3、MP4播放器、便携式CD播放机、家用VCD、DVD 、数码照相机、手机及手机电池、数字对讲机、医疗、汽车,航天及军事等领域。 FPC的特点有:
FPC行业可划分为:  二、FPC的SMT生产方式 FPC表面SMT的工艺要求与传统硬板PCB的SMT解决方案有很多不同之处,要想做好FPC的SMT工艺,最重要的就是定位了。因为FPC板子的硬度不够,较柔软,如果不使用专用载板,就无法完成固定和传输,也就无法完成印刷、贴片、过炉等基本SMT工序。下面就FPC SMT生产中关于FPC的预处理、固定、印刷、贴片、回流焊、测试、检验、分板等工序的工艺要点分别详述。 2.1 RTR连续卷带式 roll-to- roll 或 reel-to-reel,简称RTR,中文全称:连续卷带法。 在20世纪80年代间,世界上有少数大型FPC生产厂家就开始建起了RTR的生产线。 由于当时所采用的工艺技术尚未成熟,使得RTR生产线上所生产FPC的产品合格率很低。到90年代后期,由于TAB、COF市场的扩大以及RTR技术趋于初步的成熟,在生产 TAB、COF的FPC中,开始逐渐发挥出这种连续生产FPC的设备及工艺的优越性。到21世纪初,RTR方式生产FPC的技术发展已经相对成熟。 REEL TO REEL 生产线示意图: 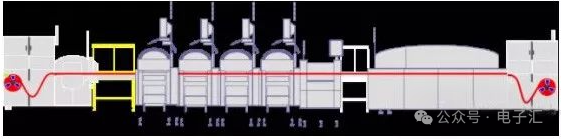 2.1.1 Reel to Reel的优势 Ø 无需作业员将FPC贴附在夹具上等相关作业工序。 Ø 避免FPC折痕、划伤。 Ø 如后工序要做FOG、NCP等对无尘环境要求高的产品,可避免人员作业及环境的污染。 Ø 简化包装、运输及作业条件。 Ø 能满足超薄、高端FPC的COF等工序需求。 2.1.2 Reel to Reel的劣势 Ø 生产线设备的专业化程度高,适用的产品范围窄。 Ø RTR生产设备投入成本昂贵。 Ø 适合超大批量的FPC生产。不适用于多品种小批量的生产模式。 2.2 夹具贴附式 此类生产方式的重点是FPC的贴附/和固定。FPC贴附的目的就是利用夹具把FPC变成“PCB”,使FPC能像“PCB”一样进行SMT。其简化的工艺流程为: 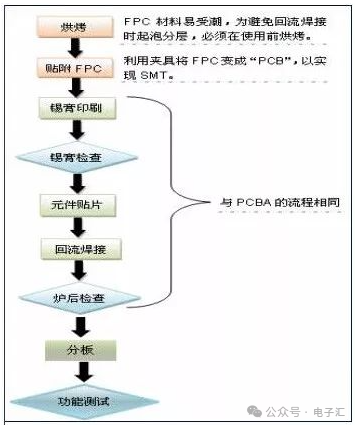 相对REEL TO REEL,夹具贴附方式的成本低,简单易用,所以使用夹具进行FPC SMT是目前业界最常使用的方法。本文将基于夹具贴附的生产方式进行阐述。 三、夹具贴附方式的工艺要点 根据电路板的CAD文件,读取FPC的孔定位数据,来制造高精度FPC定位模板和专用载板,使定位模板上定位销的直径和载板上的定位孔、FPC上定位孔的孔径相匹配。很多FPC因为要保护部分线路或是设计上的原因并不是同一个厚度的,有的地方厚而有的地方要薄点,有的还有加强金属板,所以载板和FPC的结合处需要按实际情况进行加工打磨挖槽的,作用是在印刷和贴装时保证FPC是平整的。载板的材质要求轻薄、高强度、吸热少、散热快,且经过多次热冲击后翘曲变形小。常用的载板材料有合成石、铝板、硅胶板、特种耐高温磁化钢板等。 普通载板:普通载板设计方便,打样快捷。常用的普通载板材料为工程塑料(合成石)、铝板等,工程塑料载板寿命有3000-7000次,操作性方便,稳定性较好,不易吸热,不烫手,价格是铝板的5倍以上。 铝质载板:吸散热快,内外无温差,变形可简单修复,价格便宜、寿命长,主要缺点是烫手,要使用隔热手套取送。 硅胶板: 该材料具有自粘性,FPC直接粘在上面,不用胶带,而且取下也较容易,没有残胶,又耐高温。硅胶板在使用过程中,采用化学过程,硅胶材料在使用过程中会老化粘性下降,使用期间未清洁时粘性也会下降,寿命较短,最多1000-2000次,价格也比较高。 磁性治具:特种耐高温(350℃)钢片加强磁化性能处理,保证回流焊过程中“永磁”,弹性好,平整度好,高温不变形。因为加强磁化性能处理的钢片已经把FPC表面压紧压平,FPC在回流焊接时就避免被回流焊风吹起所焊接不良,保证焊接质量稳定,提高成品率。只要不是人为破坏和事故破坏可以永久使用,寿命长。磁性治具同时对 FPC 进行隔热保护,取板时不会对 FPC 产生任何破坏。但磁性治具设计复杂,单价高,大批量生产时才具成本优势。 3.1 预烘烤 FPC材料容易受潮,当受潮的FPC经高温焊接后,会出现起泡分层而导致报废。所以通常要求FPC供应商在来料时真空包装。但是真空包装也并不是万无一失的,在贴片前最好对FPC进行预烘烤。 预烘烤的条件设定需根据FPC的材料、FPC厚度、烘炉、烘烤托盘等综合考虑,经工程实验后再定下预烘烤的条件:温度、烘烤时间、堆叠数量。 经烘烤后,FPC需冷却至室温后,才可以投入生产,否则热的FPC会引起锡膏热坍塌。这里又有两个地方需要监控:冷却时间和超期返烘烤时间,同样需要做工程实验后才能确定。 3.2. FPC的锡膏印刷 FPC对焊锡膏的成分没有很特别的要求,锡球颗粒的大小和金属含量等以FPC上有没有细间距IC为准,但 FPC对焊锡膏的印刷性能要求较高,焊锡膏应具有优良的触变性,焊锡膏应该能够很容易印刷脱模并且能牢固 地附着在FPC表面,不会出现脱模不良阻塞钢网漏孔或印刷后产生塌陷等不良。 因为载板上装载FPC,FPC上有定位用的耐高温胶带,使其平面不一致,所以FPC的印刷面不可能象PCB那 样平整和厚度硬度一致,所以不宜采用金属刮刀,而应采用硬度在80-90度的聚胺酯型刮刀。锡膏印刷机最好带有光学定位系统,否则对印刷质量会有较大影响,FPC虽然固定在载板上,但是FPC与载 板之间总会产生一些微小的间隙,这是与PCB硬板最大的区别,因此设备参数的设定对印刷效果也会产生较大 影响。 印刷工位也是防止FPC脏污的重点工位,需要戴手指套作业,同时要保持工位的清洁,勤擦钢网,防止焊 锡膏污染FPC的金手指和镀金按键。 3.3 FPC的锡膏印刷 FPC对焊锡膏的成分没有很特别的要求,锡球颗粒的大小和金属含量等以FPC上有没有细间距IC为准,但 FPC对焊锡膏的印刷性能要求较高,焊锡膏应具有优良的触变性,焊锡膏应该能够很容易印刷脱模并且能牢固 地附着在FPC表面,不会出现脱模不良阻塞钢网漏孔或印刷后产生塌陷等不良。 因为载板上装载FPC,FPC上有定位用的耐高温胶带,使其平面不一致,所以FPC的印刷面不可能象PCB那 样平整和厚度硬度一致,所以不宜采用金属刮刀,而应采用硬度在80-90度的聚胺酯型刮刀。锡膏印刷机最好带有光学定位系统,否则对印刷质量会有较大影响,FPC虽然固定在载板上,但是FPC与载 板之间总会产生一些微小的间隙,这是与PCB硬板最大的区别,因此设备参数的设定对印刷效果也会产生较大 影响。 印刷工位也是防止FPC脏污的重点工位,需要戴手指套作业,同时要保持工位的清洁,勤擦钢网,防止焊 锡膏污染FPC的金手指和镀金按键。 3.4 FPC的贴片 当FPC贴附到夹具上后,FPC就变成了“PCB”,并且已经解决了FPC的不平整问题,那么贴片就显的非常简单,与PCB贴片无多大差别。但是由于FPC的元件少,必须拼板进行贴片,所以如何高效的使用贴片机是FPC贴片的主要问题。 3.4.1 当FPC为拼板来料时 FPC拼板来料的贴片较简单,此时,仅需要关注每拼板的坏板率对贴片效率的影响。必须保证当坏板率最高时,贴片机的CYCLE TIME仍然最高。 3.4.2 当FPC为单板来料时 单板FPC需要先在夹具上做成拼板,然后才能投入生产。拼板的数量直接影响到贴片效率。因为FPC以CHIP为主,IC和连接器的数量不多,所以我们推荐拼板数量=贴片机每个悬臂上段位器数量的倍数。比如西门子D4贴片机,每个悬臂的段位器数量为12个,那么FPC的拼板数量可以为12/拼或12的倍数/拼。如此拼板的优点是每个CYCLE可以取满元件而不会有浪费,并且便于程序优化(自动优化后的手工微调)。  FPC单板拼成12拼板,受到夹具定位精度和FPC定位孔精度的影响,每个FPC的位置或多或少都会有偏差。所以在贴片时需要对每个FPC进行MAKR点识别,比如12拼板就需要识别24个MARK点,效率损失很大。 推荐一种锡膏MARK点技术,如下图。使用该技术,不仅可以将MARK点减少到2个,而且可以明显改善竖立、假焊的品质问题。不过在使用锡膏MARK点前,需要确认贴片机的相机是否有蓝光和45度光源,否则需要对相机进行改装,外加一个45度的蓝光光源即可。 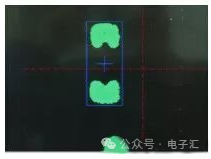 3.5. FPC的回流焊: 应采用强制性热风对流红外回流焊炉,这样FPC上的温度能较均匀地变化,减少焊接不良的产生。如果是 使用单面胶带的,因为只能固定FPC的四边,中间部分因在热风状态下变形,焊盘容易形成倾斜,熔锡(高温 下的液态锡)会流动而产生空焊、连焊、锡珠,使制程不良率较高。 1)温度曲线测试方法: 由于载板的吸热性不同,FPC上元件种类的不同,它们在回流焊过程中受热后温度上升的速度不同,吸收 的热量也不同,因此仔细地设置回流焊炉的温度曲线,对焊接质量大有影响。比较稳妥的方法是,根据实际生 产时的载板间隔,在测试板前后各放两块装有FPC的载板,同时在测试载板的FPC上贴装有元件,用高温焊锡 丝将测试温探头焊在测试点上,同时用耐高温胶带将探头导线固定在载板上。注意,耐高温胶带不能将测试点 覆盖住。测试点应选在靠近载板各边的焊点和QFP引脚等处,这样的测试结果更能反映真实情况。 2)温度曲线的设置: 在炉温调试中,因为FPC的均温性不好,所以最好采用升温/保温/回流的温度曲线方式,这样各温区的参 数易于控制一些,另外FPC和元件受热冲击的影响都要小一些。根据经验,最好将炉温调到焊锡膏技术要求值 的下限,回焊炉的风速一般都采用炉子所能采用的最低风速,回焊炉链条稳定性要好,不能有抖动。 3.6 FPC的检验、测试和分板: 由于载板在炉中吸热,特别是铝质载板,出炉时温度较高,所以最好是在出炉口增加强制冷却风扇,帮助 快速降温。同时,作业员需带隔热手套,以免被高温载板烫伤。从载板上拿取完成焊接的FPC时,用力要均匀, 不能使用蛮力,以免FPC被撕裂或产生折痕。 取下的FPC放在5倍以上放大镜下目视检验,重点检查表面残胶、变色、金手指沾锡、锡珠、IC引脚空焊、连焊等问题。由于FPC表面不可能很平整,使AOI的误判率很高,所以FPC一般不适合作AOI检查,但通过借助专用的测试治具,FPC可以完成ICT、FCT的测试。 由于 FPC 以联板居多,可能在作 ICT、FCT 的测试以前,需要先做分板,虽然使用刀片、剪刀等工具也可以完成分板作业,但是作业效率和作业质量低下,报废率高。如果是异形FPC的大批量生产,建议制作专门的FPC冲压分板模,进行冲压分割,可以大幅提高作业效率,同时冲裁出的FPC边缘整齐美观,冲压切板时产生的内应力很低,可以有效避免焊点锡裂。 拼板来料的FPC需要分板,根据 FPC拼板的连接方式不同,需要选择不同的分板方式。 3.6.1 微连接的分板方式 采用微连接的FPC,其连接部位与FPC拼板有轻微的连接,用手轻轻一撕就将FPC分下。但是微连接的连接力度太弱,一不小心FPC就会从拼板中脱落而导致印刷偏位。所以,对于元件密度较高、焊盘间距小的FPC,不适用于微连接方式拼板,应使用连接筋方式连接。 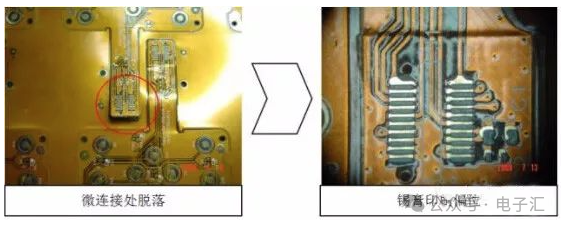 3.6.2 连接筋的分板方式 如下图,是用连接筋方式连接的FPC。 分板方式有3种: Ø 用刻刀或刀片分割的手工分板,精度和效率低,成本低。 Ø 刀模分板。精度较低,寿命短,但是成本低,效率高。 Ø 钢模分板。精度高,寿命长,效率高,但是成本非常高。 需要根据产品特点和订单量来选择不同的分板方式。 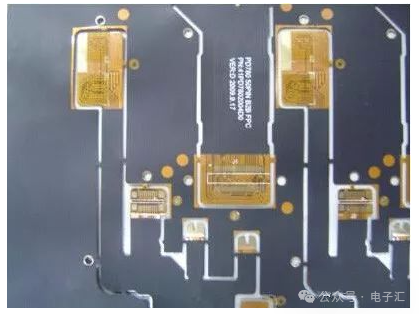 总结 在FPC上进行SMD贴装, FPC的精确定位和固定是重点,固定好坏的关键是制作合适的载板。其次是FPC的预烘烤、印刷、贴片和回流焊。显然FPC的SMT工艺难度要比PCB硬板高很多,所以精确设定工艺参数是必要的,同时,严密的生产制程管理也同样重要,必须保证作业员严格执行SOP上的每一条规定,跟线工程师和IPQC应加强巡检,及时发现产线的异常情况,分析原因并采取必要的措施,才能将FPCSMT产线的不良率控制在几十个PPM之内。 |



